








 Featured Videos
Featured Videos





Editor’s note: The following article is the first by worn&wound’s newest contributor, Kevin Larocque. Kevin is a 22-year old watchmaking student in Quebec, Canada. As a student of horology, Kevin has a unique technical perspective mixed with youthful curiosity that we are excited to share. His articles, the following being a good example, are going to touch on things that will aid our appreciation of the mechanical masterpieces we wear on our wrists. Enjoy!
Most watch enthusiasts out there are fond of the display case backs. Seeing the movement in operation, ticking away, is captivating. There’s also the finishing, whether it’s the graining of the bridges with a “côte de Genêve” surface finish, beveled edges or blue screws, there is a lot for the eye to behold. The first two are pretty obvious, but blue screws, or thermally treated screws, are often overlooked. This article is going to show every step involved in the process of the thermal treatment known as “bluing”.

In watchmaking school, we treated some handmade studs with carbon enriched steel (about the same % that you would find in watch screws). The carbon in the steel makes it harder, but also reduces its ductility. A thesis report on heat treatment of low carbon steel by Sanjib Kumar Jaypuria of the National Institute of Technology states the following: “Heat treatment on low carbon steel is to improve ductility, to improve toughness, strength, hardness and tensile strength and to relive internal stress developed in the material.” The process used in this exercise is a quenching and tempering method, which according to this report changes the metal properties with the intent to balance ductility and hardness to a key point.
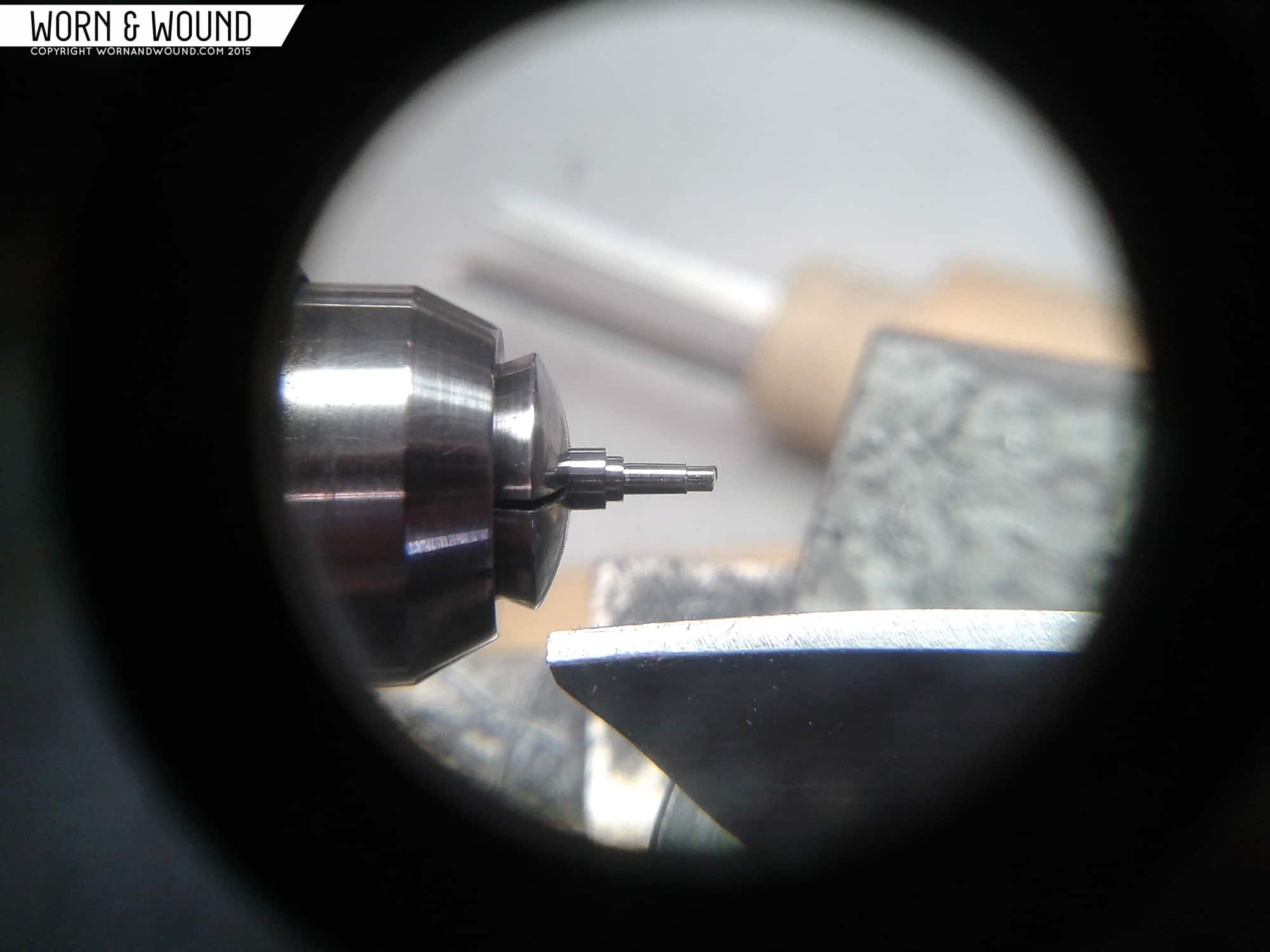
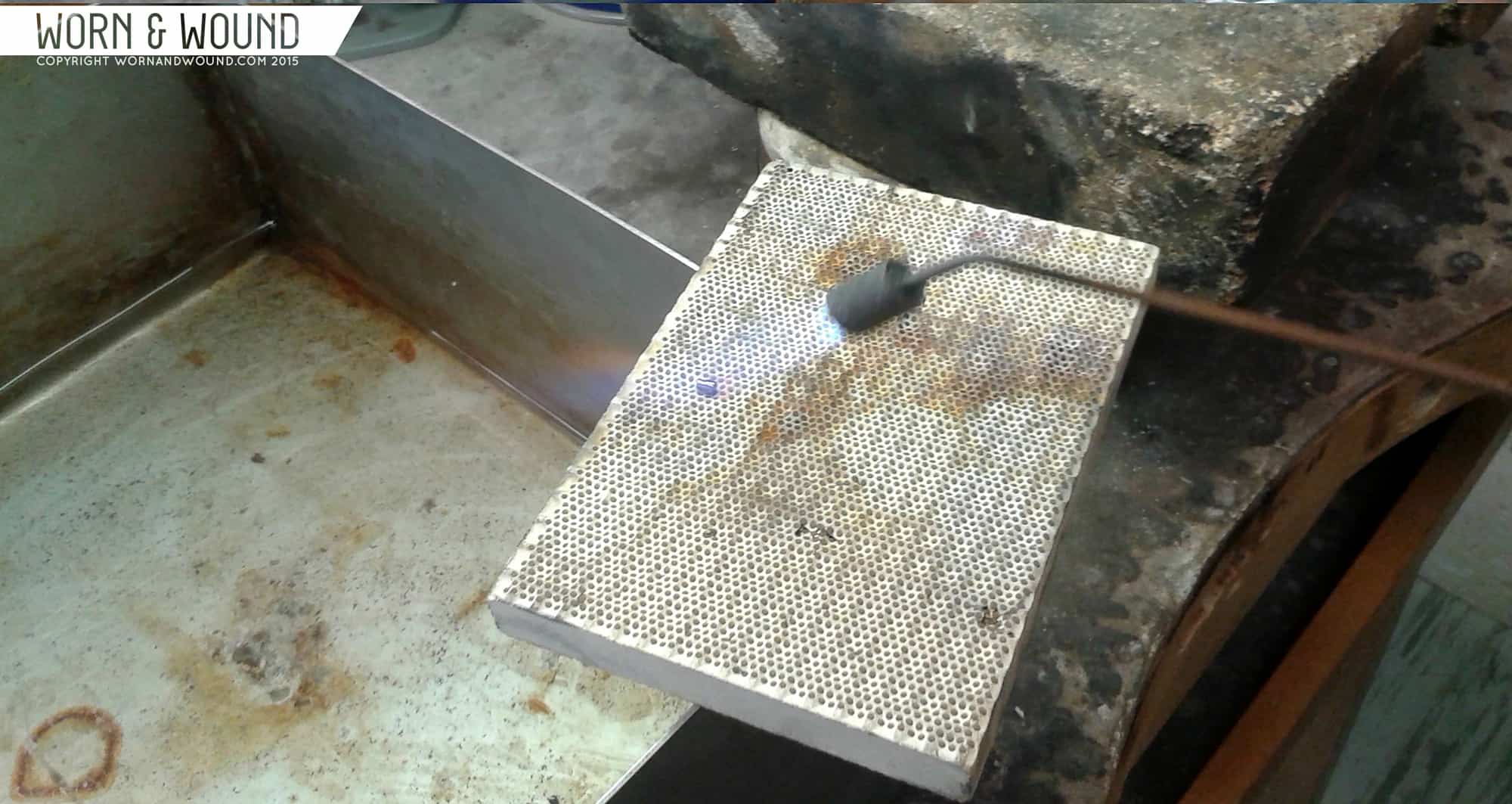
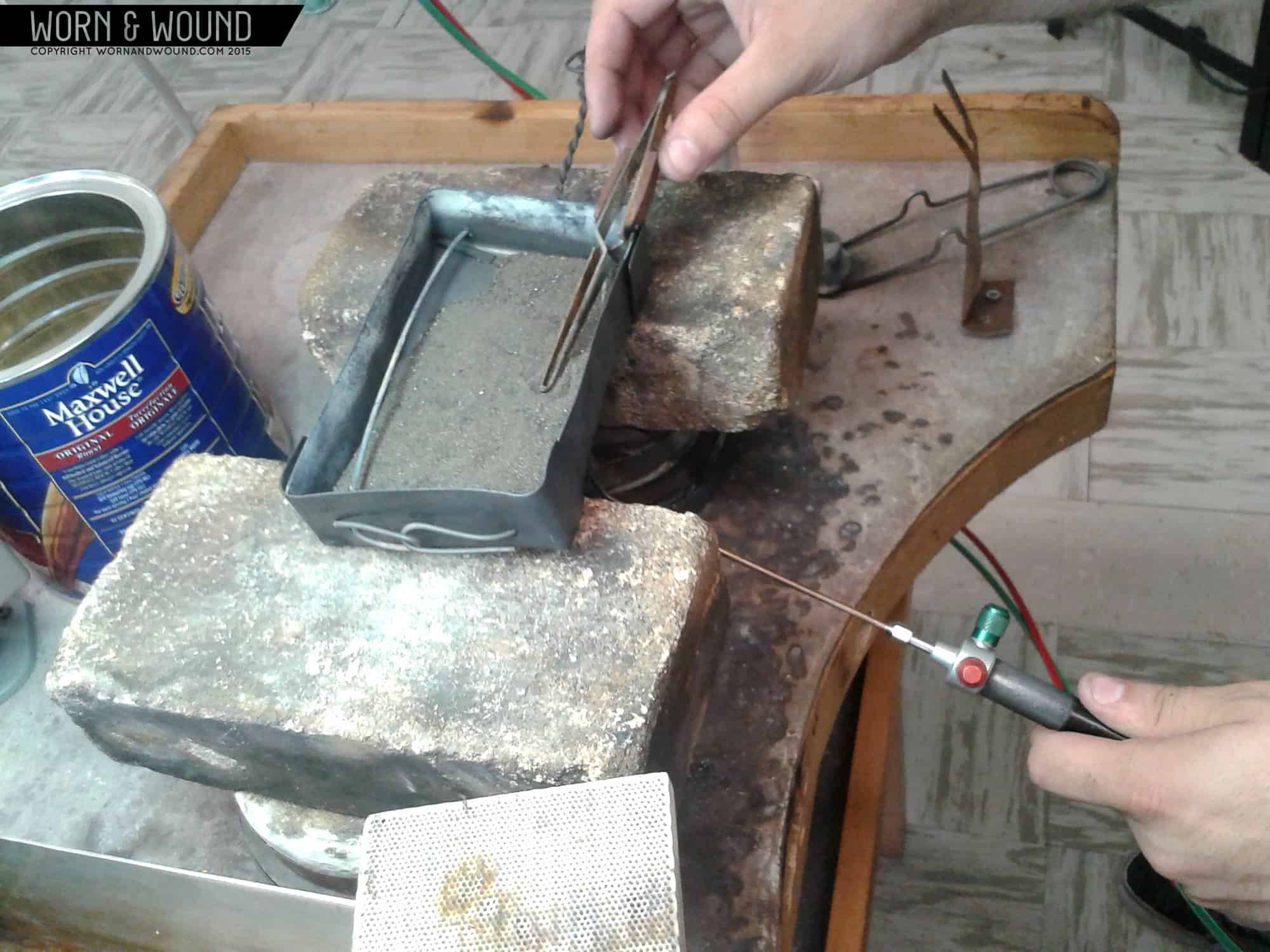
Once the stud is ready, the next step is to harden it by heating it up with a propane/oxygen torch to an bright orange color and then rapidly cool it down in water or oil; quenching.

This hardened the stud, but the process left a small layer of carbon on the steel, so it needed to be re-polished, otherwise the finished product would have a black layer that would be noticeable.
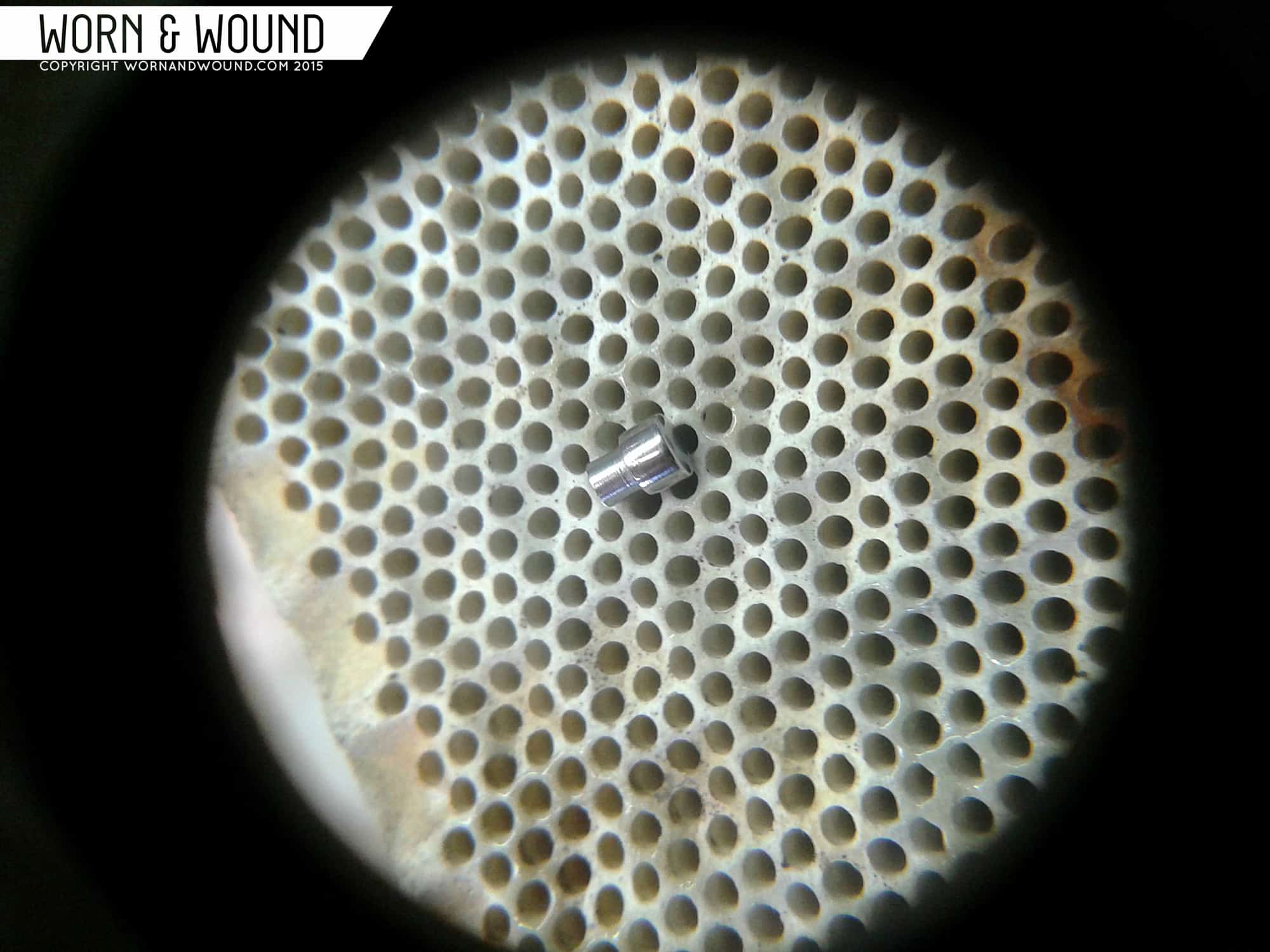
The next step is to slowly heat the stud to a temperature of 550-570 degrees Celsius. Usually a special oven is needed to get those precise temperatures, and then keep them steady at the exact temperature for 1 to 3 hours, depending on the desired characteristics of the alloy. But for the purpose of the exercise, we used a fine brass powder to evenly distribute the heat around the stud. This works to eliminate any inconsistencies in heat and temperature variations that would result in the stud having some patches of purple, violet, grey and light blue. This variation in the process delivers a lesser quality finish than the one employed by manufacturing companies.

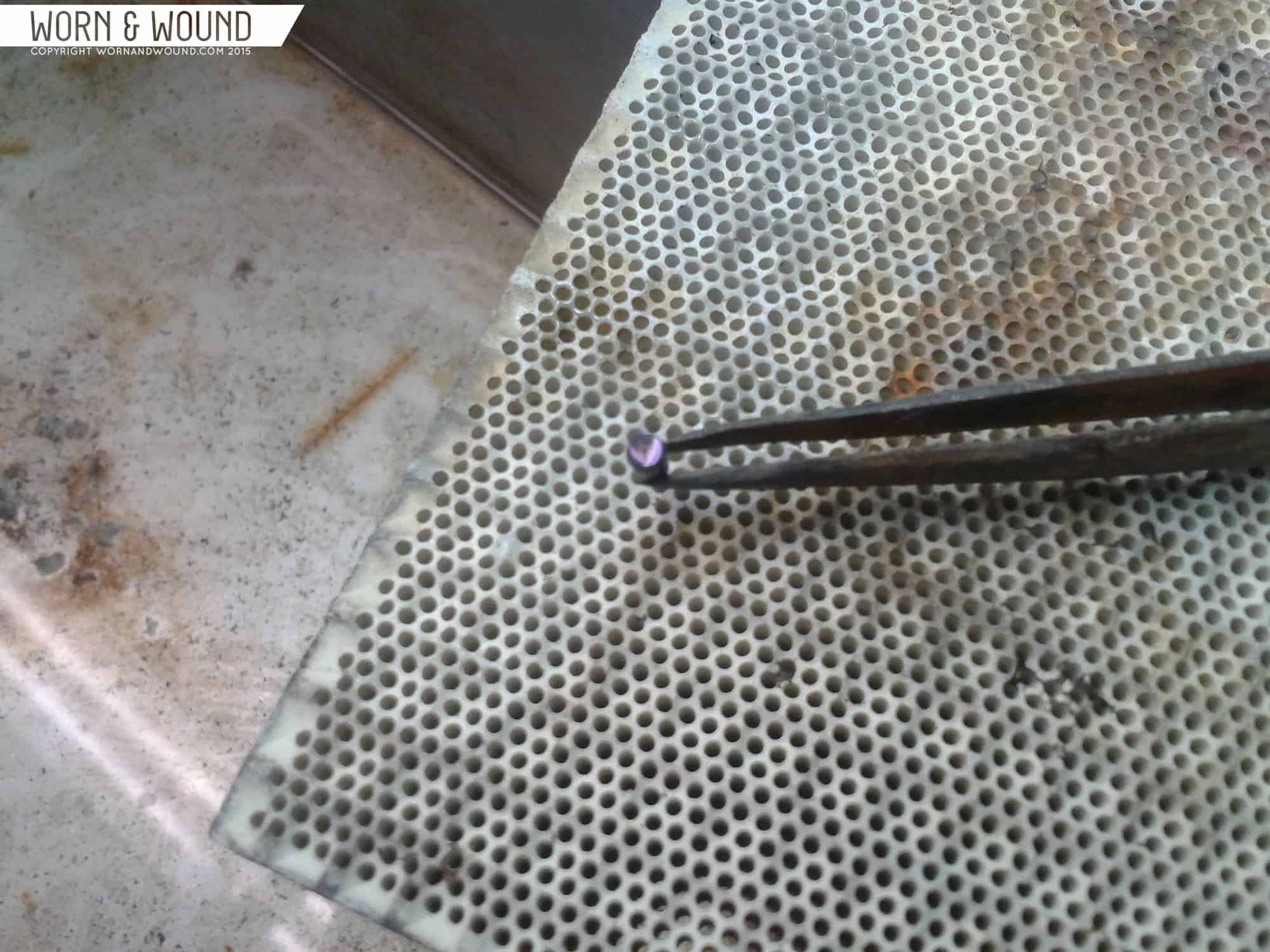
At this point, the stud is left in the powder for about 6-7 minutes and then checked to see which temperature it has reached by matching its color with a chart we were provided. I’m going for a dark blue color (545-555 Celsius).
The chart below shows all the colors that can be achieved through thermal treatment. Watches could have red or light yellow screws, but the property of the steel when treated at these temperatures isn’t desirable for these applications. Heat treatment trades ductility for more strength and vice versa.
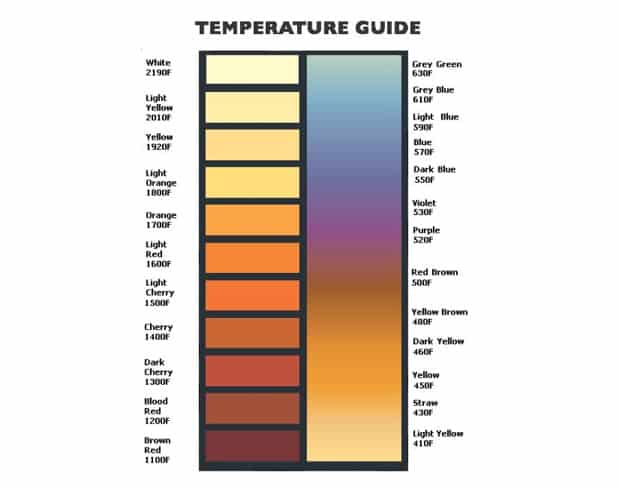
The color was more or less achieved properly; it ended up in a purple, dark blue mixture. The heating process was repeated and the stud was left in the brass compound for a few more minutes than the previous attempt. It reached a few degrees over the first attempt, and resulted in a beautiful dark blue, exactly the one expected from a high end watch manufacturer.
The full assignment was to treat multiple studs to various points on the heat chart, 10 to be exact. The results can be seen in the image above. You can see how the stud on the top right rusted while the others did not.

I asked friends over at Greubel Forsey why this process is still desired:
To perpetuate and safeguard the finest traditions of watchmaking.
Bluing the screws helps to increase corrosion resistance.
Aesthetics: the blue highlights and completes the creation, contrasting with the other parts of the movement with different galvanic finishes.
The corrosion resistance added by the process is highly important due to the fact that carbon steel (used for the screws) rusts easily. You’d think they would use stainless steel for the screws since stainless is highly oxidation resistant, but since the screws have a lot of torsion force applied to them when movements are being serviced, a higher hardness alloy is required.
They also explained how a current manufacture goes about the making the blue screws. First, Greubel Forsey wanted to have a color that was proper to them. After some time of research, they chose a deep royal blue. As can be seen below:

Greubel Forsey then goes on to process the screws, 20 at a time, with over 30 separate operations. One major issue with bluing different screws is that reaching the same color for variable sizes of screws can be quite problematic and requires the highest forms of quality control as being a fraction of a degree off results in varying color and different sizes of screws will require different times in the oven. An engineer confirmed that each different batch has to be the same color, so it becomes very complicated to achieve the perfect color, considering all the variables in the equation to get a deep royal blue.
special thanks to Stephen Forsey for additional details



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}