Featured Videos
Featured Videos




About two hours away from Geneva, heading north and a touch east, just along the border with France, you’ll find the Jura region of Switzerland. One of the fabled centers of Swiss watch production, the scenery is idyllic, and the towns are old, small, and quiet. Compared to the urban centers of Geneva, Basel, Zurich, and Biel/Bienne, it would be considered rural, even if it is only a short distance away. And yet, this pastoral scene belies what is happening in many of the buildings dotted along the landscape. Inside, raw metals are transformed into incredible mechanisms and luxury goods through processes that are both coarse and delicate. In short, it’s where watches get made.
On the tail end of my trip to Watches & Wonders 2025, rather than heading straight home, tired and needing a watch detox, I took a short trip to Jura to visit not a watch company, but a movement manufacturer: Soprod. Founded in 1966, as of 2008, Soprod has been part of the Festina group, and is one of a small handful of third-party, Swiss-made movement suppliers. Although the company undertakes behind-the-scenes development for large luxury brands, including module design, it is known among watch enthusiasts as an alternative to ETA and Sellita, one that is becoming increasingly prevalent among indie brands.


This is the first time I’ve had the opportunity to visit a movement manufacturer’s facilities, rather than those of a watch brand, and it was a different experience. Watch brands typically show you finishing, assembly, and QC, rather than actual manufacturing. Perhaps you’ll get to see a dial get printed, but you won’t witness the blank being made, or a lug being polished, but not milled. They want to show you the final steps: the sexier, cleaner bits that coincide with the concept of luxury. Plus, they want to keep their secrets. Soprod was the opposite. They shared everything, allowing me to see things that I don’t think any other company would.
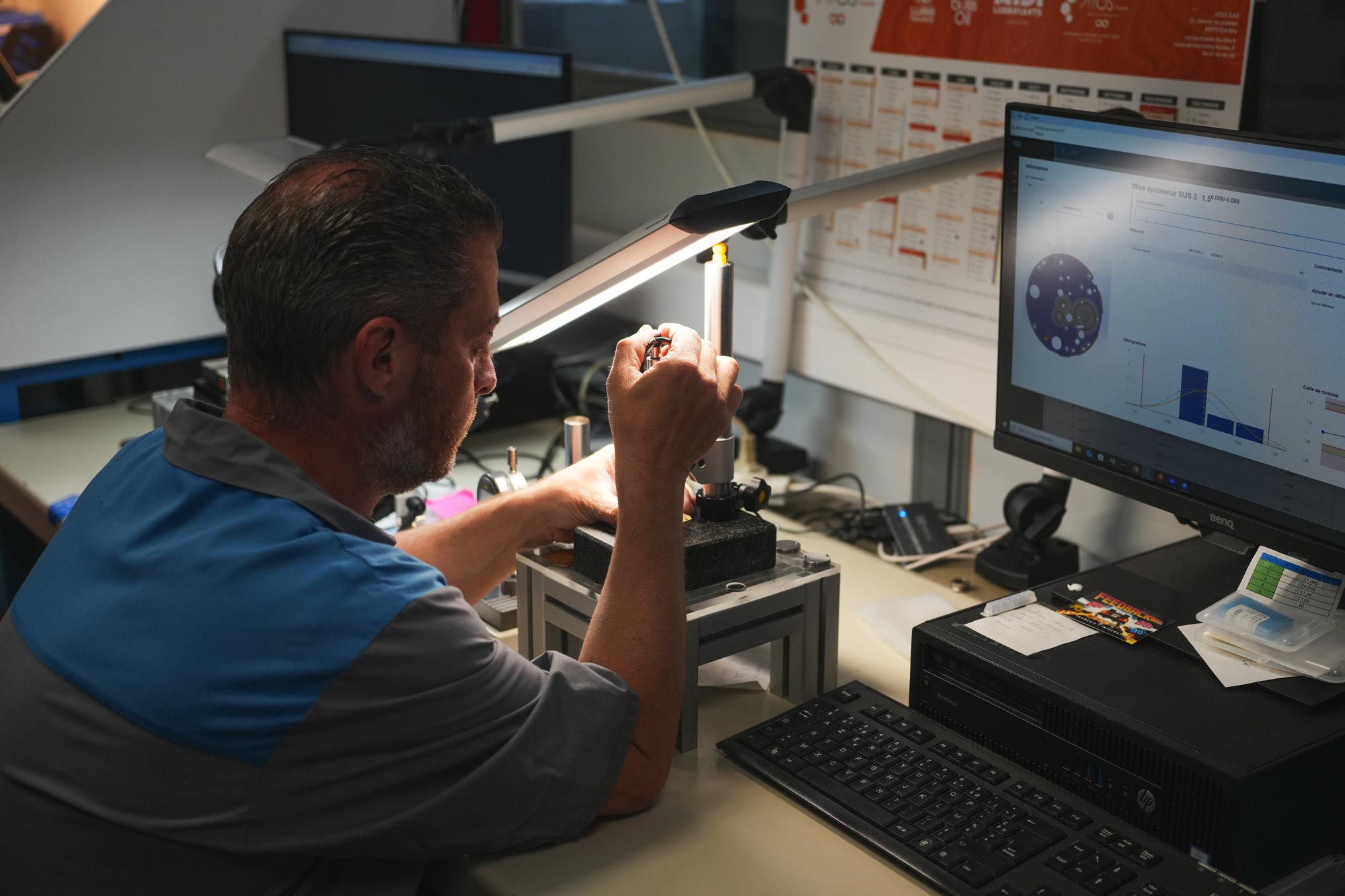
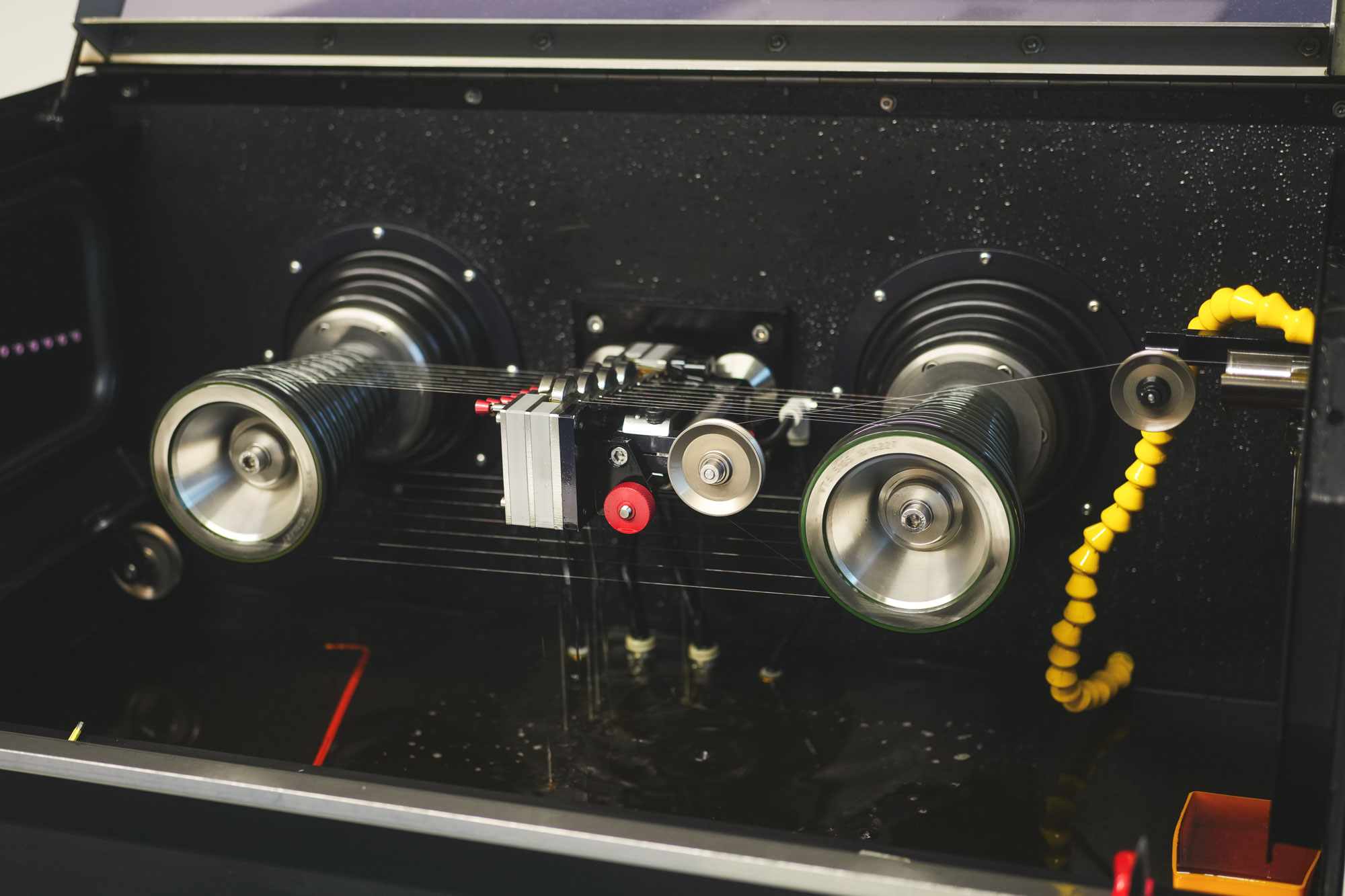
The tour took two days and spanned four buildings: three in Switzerland and one in France. Though I typically would save the best for last, the first facility we visited was both the most exciting and unexpected. Soprod is one of only a few companies manufacturing balance springs in Switzerland, let alone anywhere, due to the costs associated with r&d and fabrication. And, as I discovered, creating a single balance spring is a process involving approximately 175 steps, ranging from processing raw materials to making micron-level adjustments under high-magnification scopes.

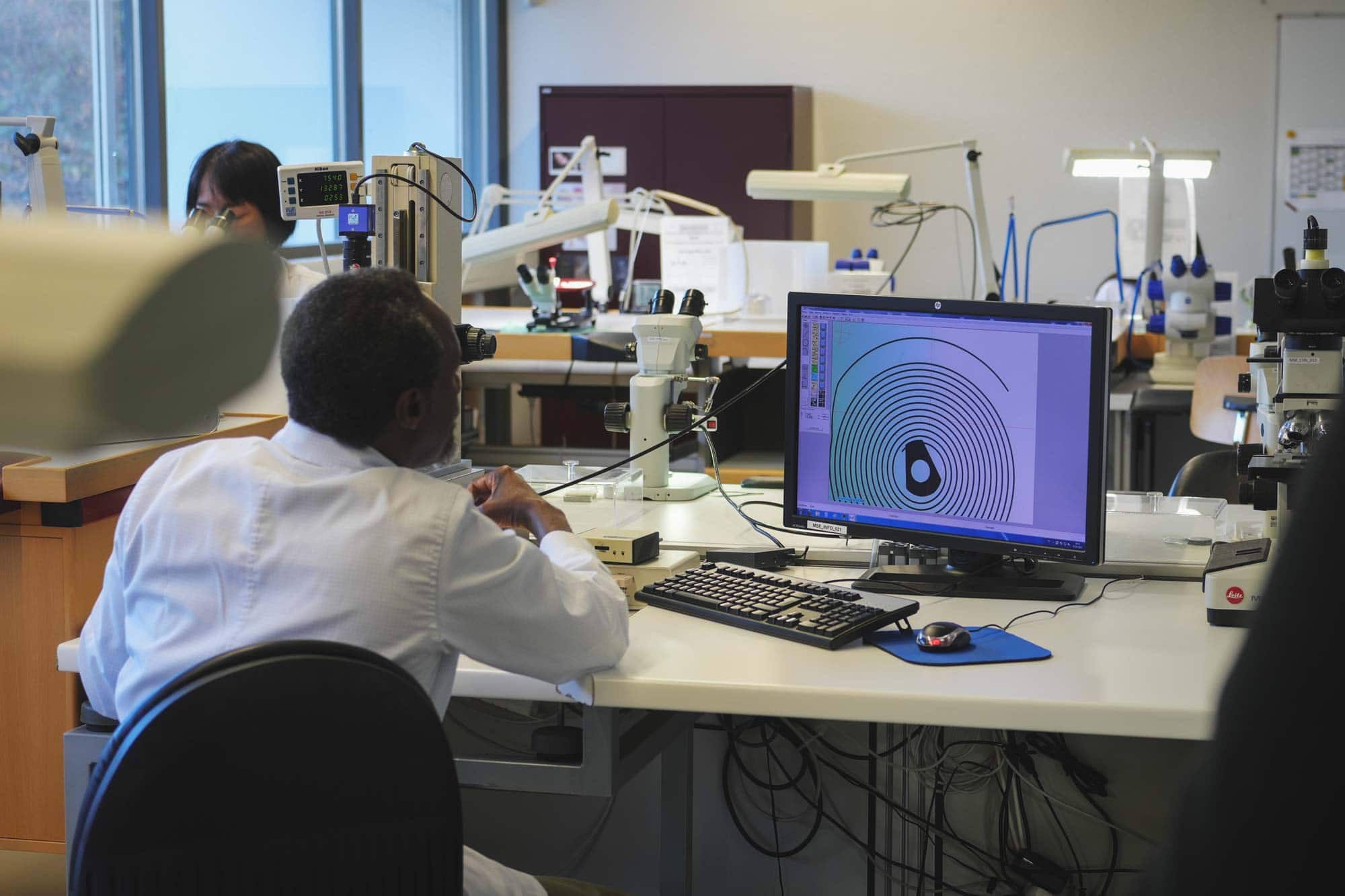
In this single facility, various escapement components were manufactured, proprietary hairspring stock was formed into wire, quality control, and adjustment took place. Many processes were automated, but a surprising number required skilled technicians, particularly towards the final steps. The very friendly staff thankfully let me peer through their scopes to see what they were doing, and the precision of each task was remarkable.
It’s very easy to take for granted what goes into making a watch. Parts like the hairspring, though perhaps the most critical component in any mechanical watch, are lauded for their functionality, while the labor that goes into each one often gets overlooked. The fact that this single piece, let alone all the components in a movement, undergoes so many steps and is touched by so many hands, is astonishing and provided me with a new perspective on what goes into making a watch.


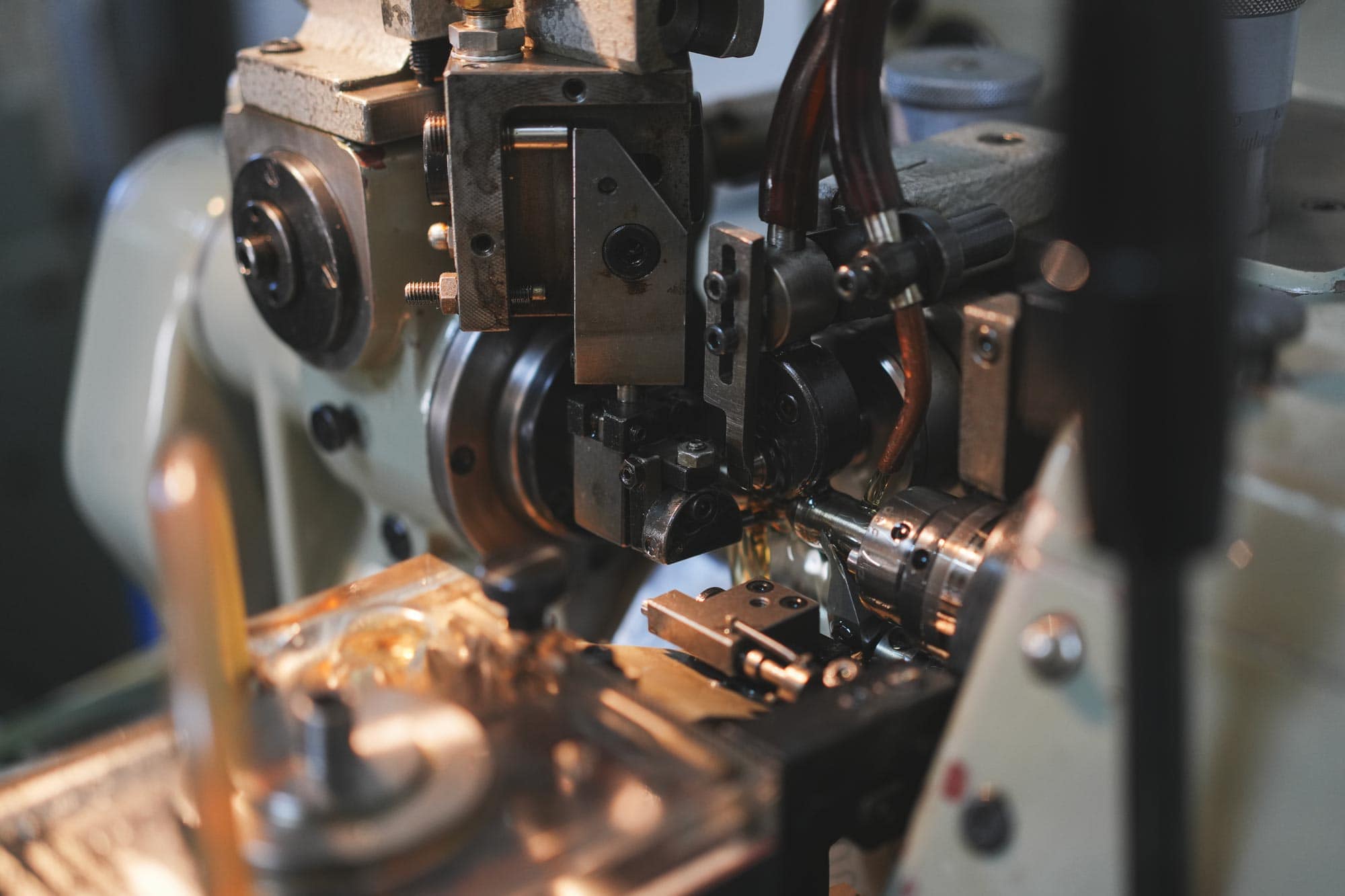
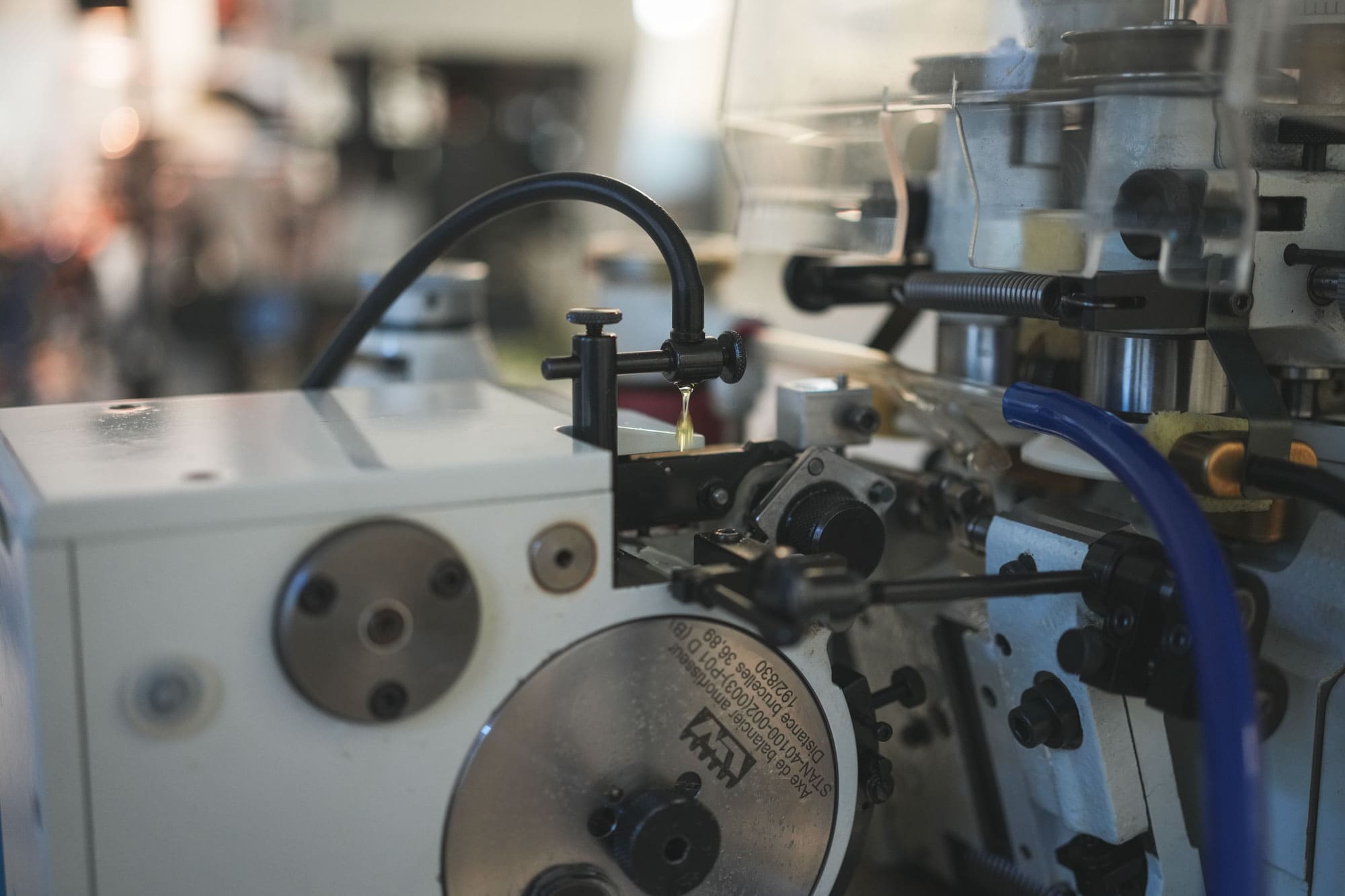
The second stop was at a facility dedicated to making the unsung heroes of watch movements: screws, cogs, pinions, and other components. These are components that are also typically outsourced and often purchased from abroad (side note: for a watch movement to be called “Swiss-made,” at least 60% of the production cost must originate from Switzerland. As screws are comparatively cheap, they don’t account for much, thus can be outsourced without affecting that value much). Though far simpler to make than a balance spring, these components still require specialized machines, of which there were multiple roomfuls.
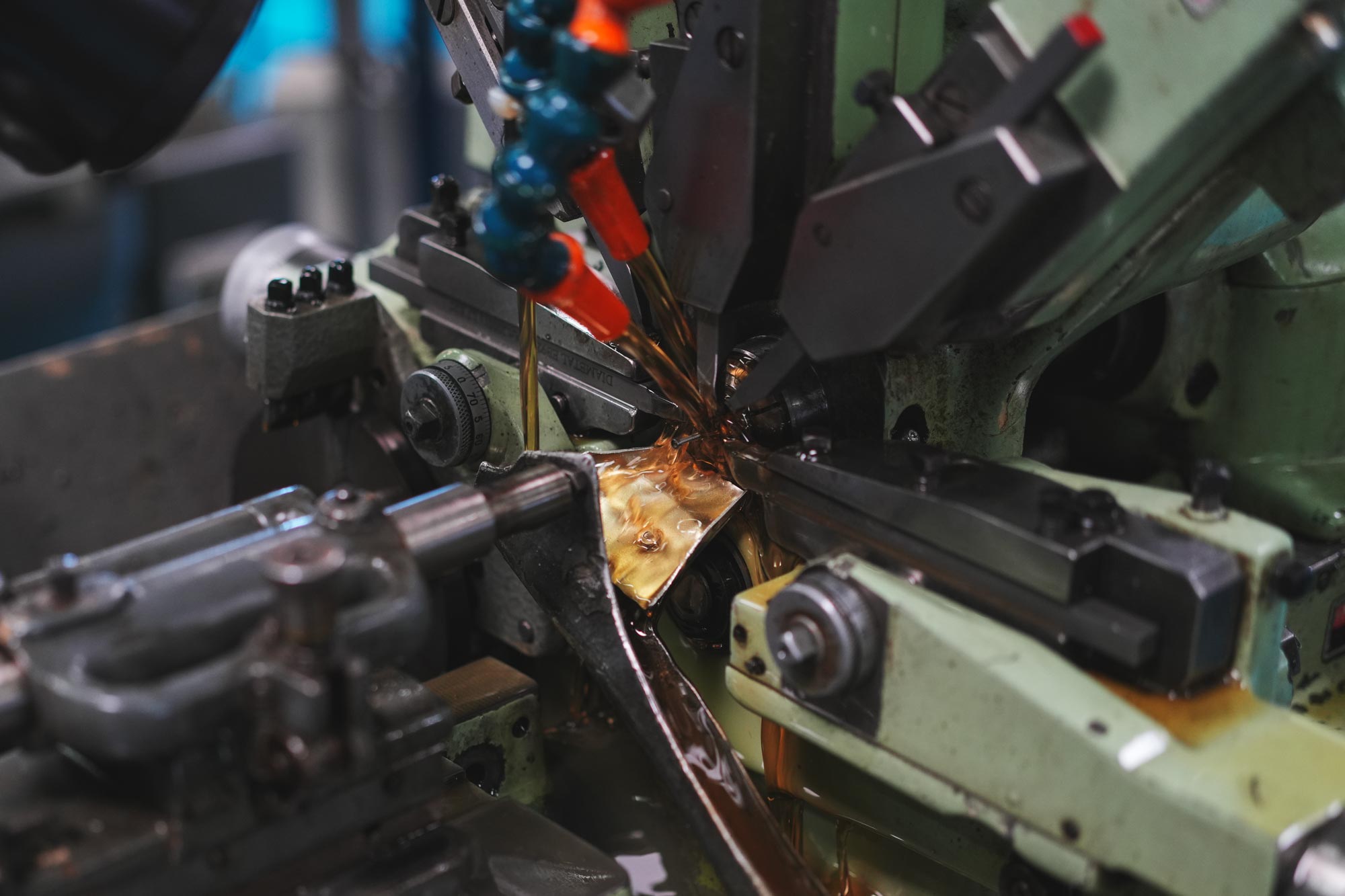
These aren’t the high-tech machines brands love to show off with robotic arms and large computer displays. Many had no screens at all and were instead controlled by cam-wheels, much like the rosettes on rose-engine lathes. Though a simple concept, these machines can manufacture quickly and with great precision. They also pointed out that many of these machines were not new, but rather 50-year-old workhorses. They don’t make them like they used to.


In another room, where smaller and more complex parts were being fabricated, the attendants wore ear protection due to the industrial din, and the whole building smelled of lubricants, oil, and metal. This nitty-gritty stuff contrasts with the romanticized images of watchmakers polishing bevels. The beauty of it all lies in how they work together to create the final product.
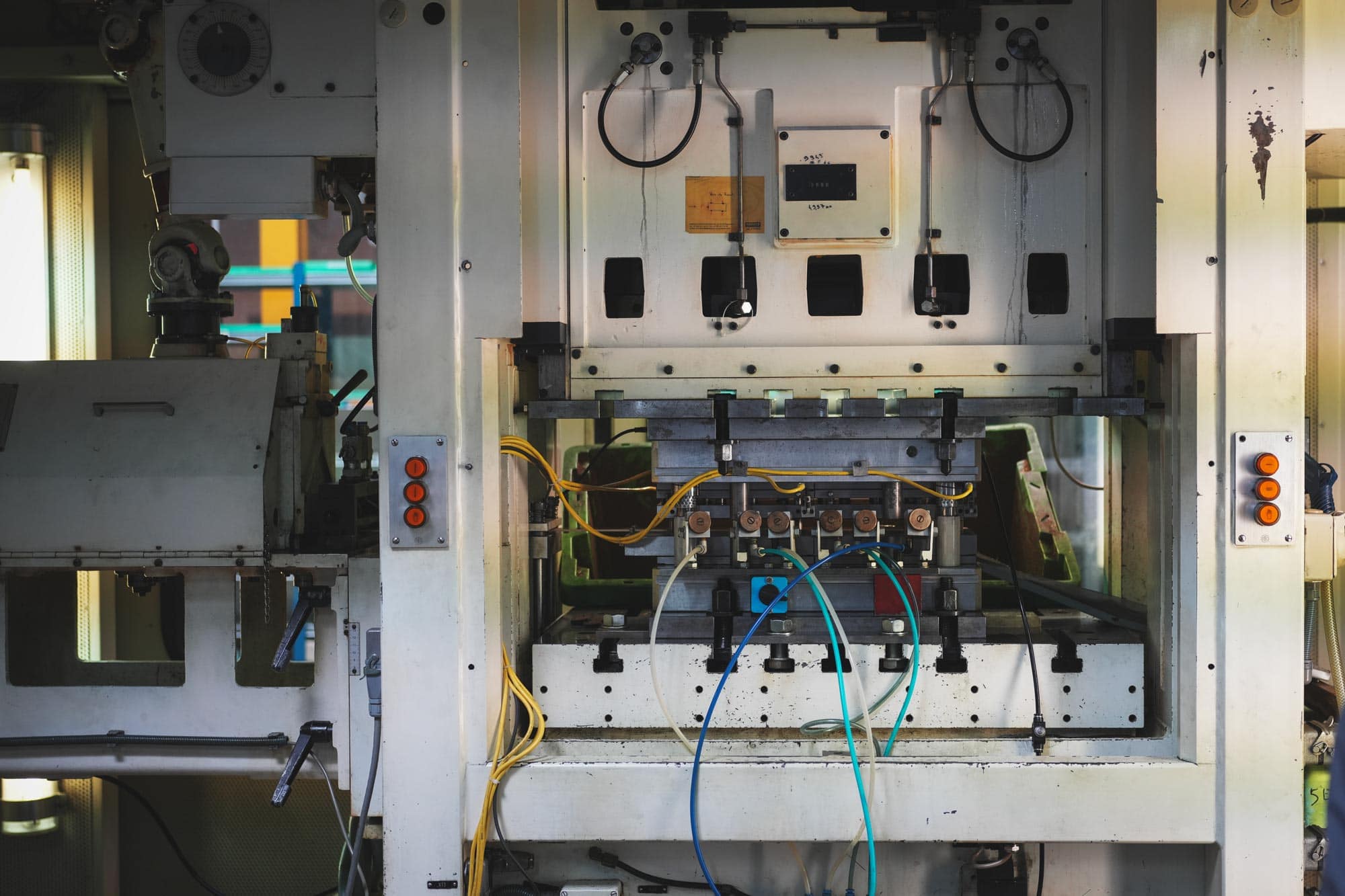
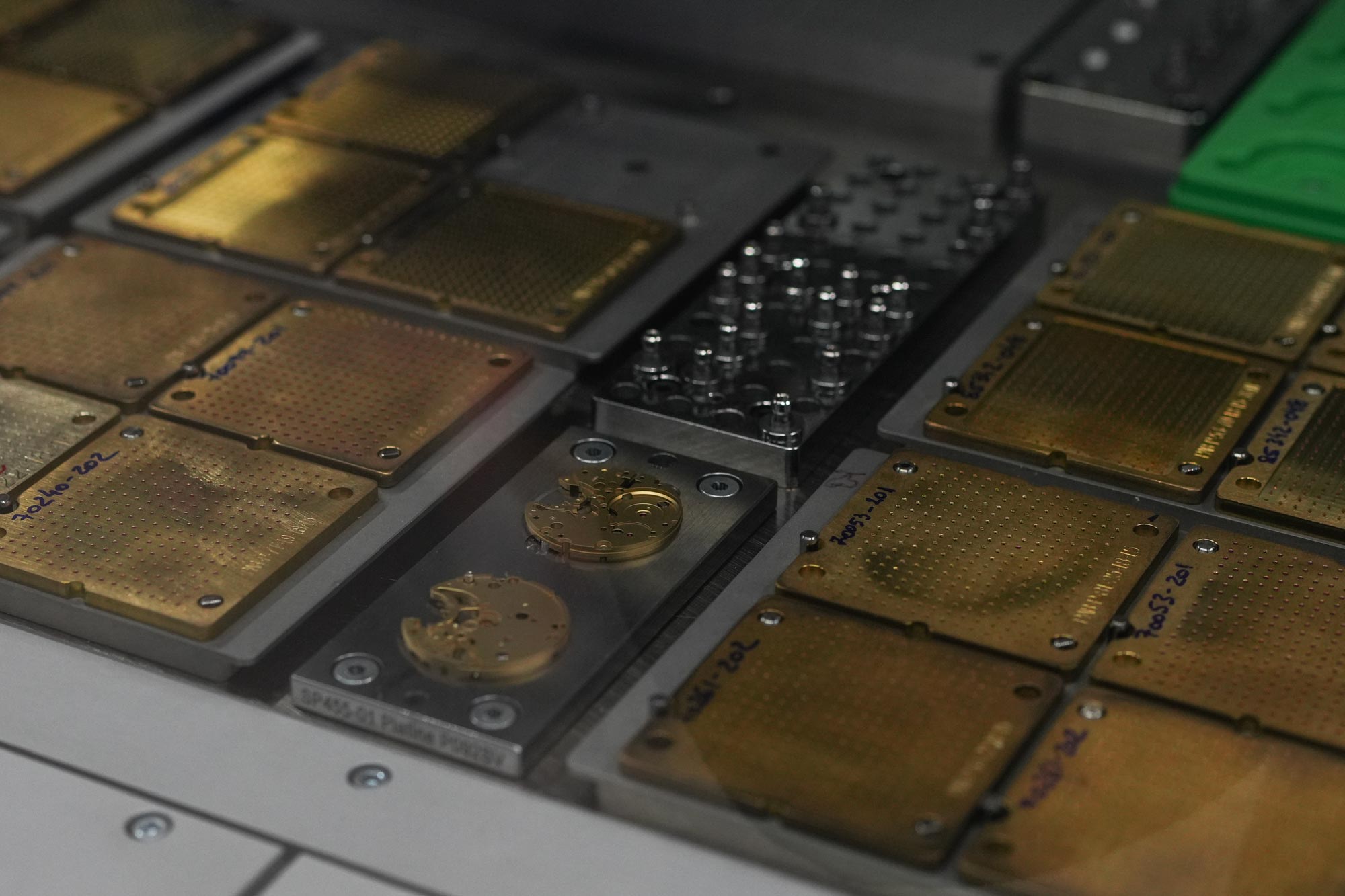
The third stop was just over the border into France by a few minutes. A larger facility, this is where movement plates and bridges are machined and finished from start to finish. The process begins with raw brass stock, which is fed through a large machine that stamps out smaller blanks, from which the parts are subsequently milled. CNC machines further transform those blanks into specific components, which then undergo various quality control and finishing steps.



A bustling facility, it clearly operated efficiently. The rooms, which focus on decoration, illustrate how parts, such as rotors, are customized to client specifications. Additionally, the decorations and graining that we often look for on movements, such as Côte de Genève and perlage, were applied both manually and by machine. Later, the components are cleaned before being sent out for plating.
That brings me to the last stop, where the movements are assembled and regulated. The first room featured two very new and complex machines that place jewels into plates and bridges. One of the more painstaking processes in movement assembly, these machines increase efficiency while tackling a job that was previously considered undesirable, at least according to the technicians. From here, the components enter an assembly line that combines automated and manual processes.
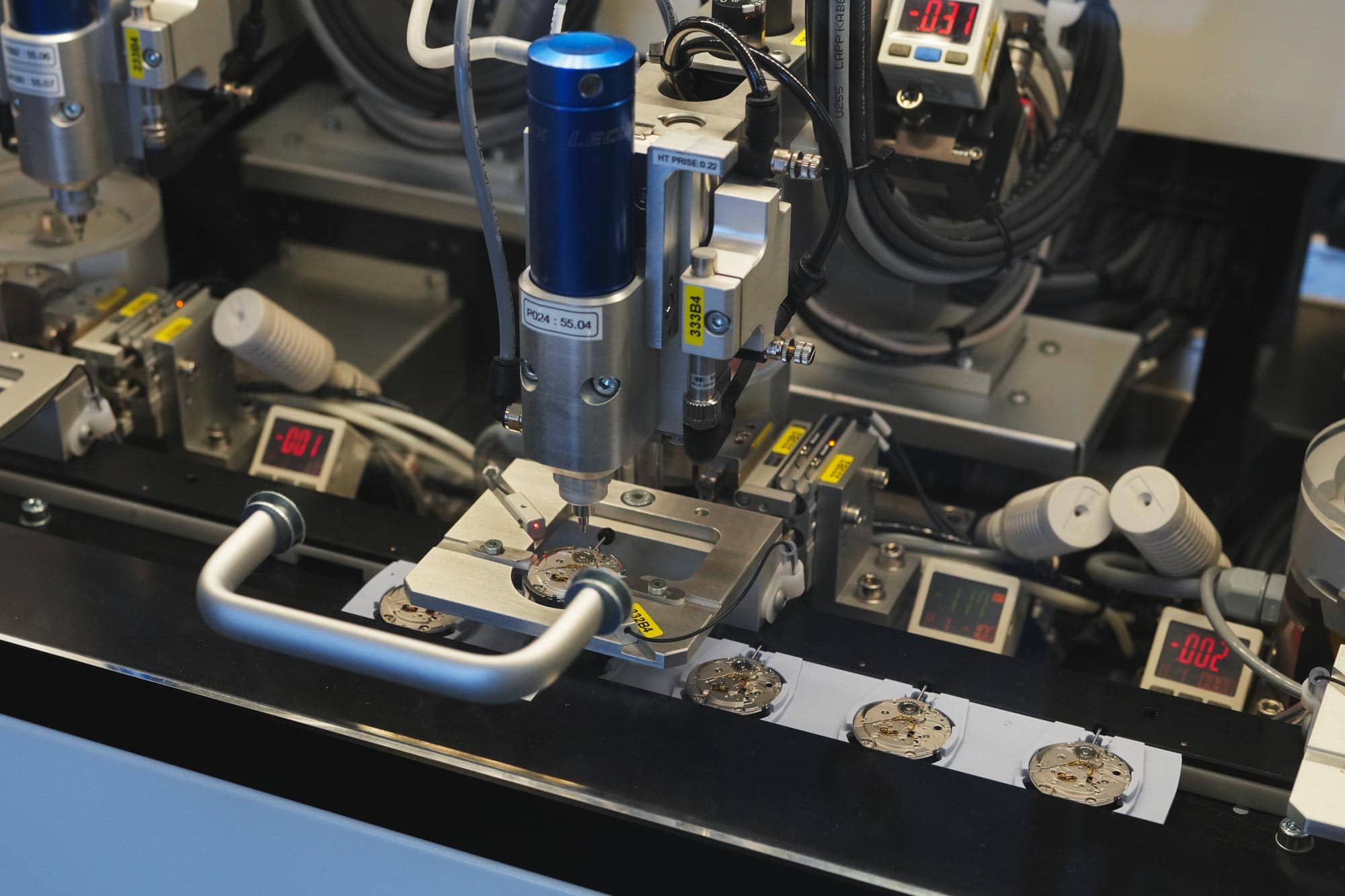
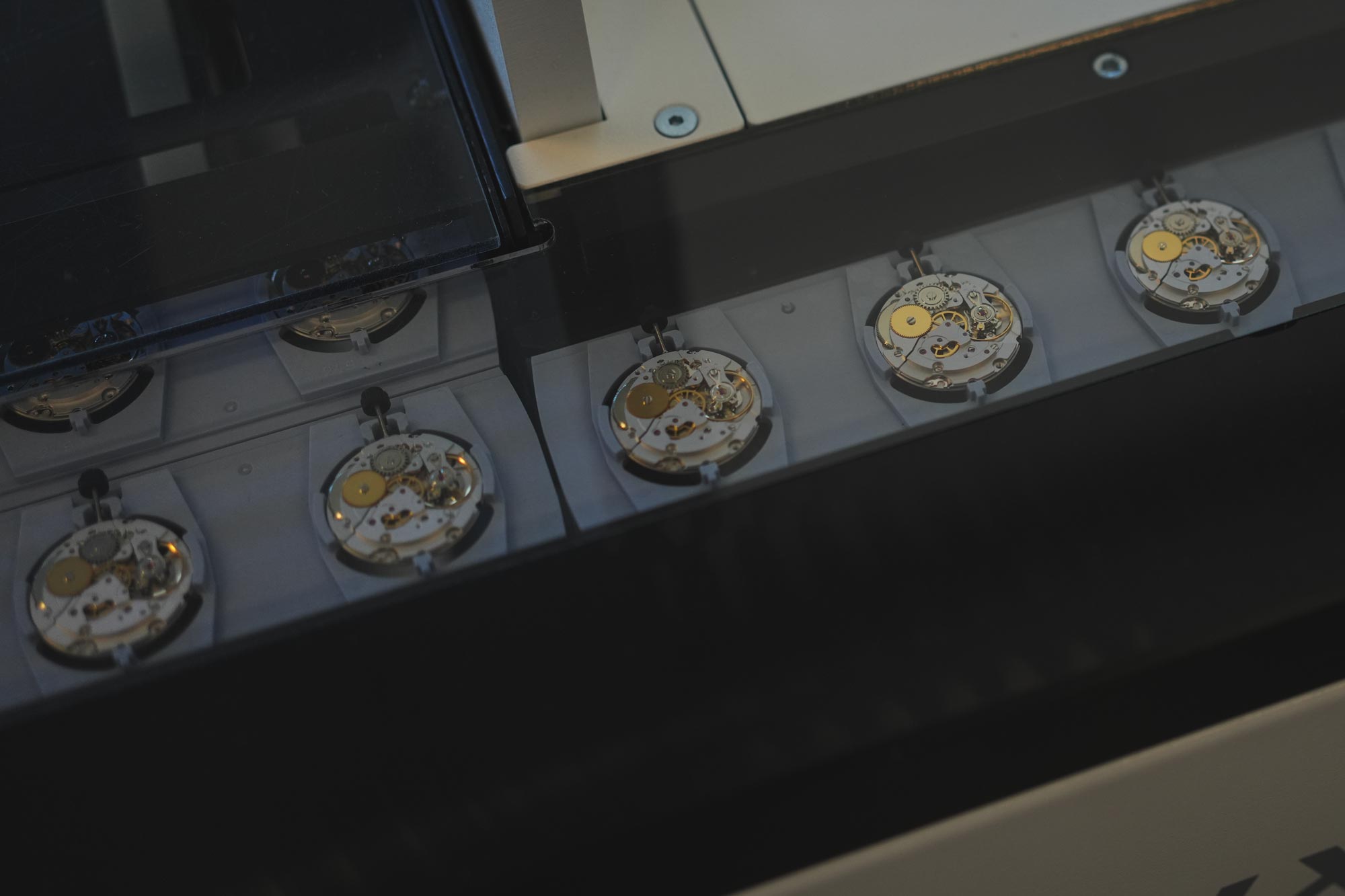
Several workstations sit side by side, each featuring a position for a technician and a machine. These workstations are each specialized for a specific task, some for literal assembly, others for lubrication, and others for quality control. Conveyor belts move components as needed or when they are completed. It’s all relatively seamless and fast. Some of the automated tasks are quite miraculous to watch, such as the application of oil to the teeth of the escape wheel, which is visible on a monitor via a magnifying camera. Finally, a group of watchmakers sits and diligently regulates movements, some of which undergo chronometer certification by COSC.
Festina Group and Soprod have additional facilities in the area, as well as around Switzerland, but these four companies demonstrated the bulk of their third-party movement manufacturing. Along the way, I saw components for the P024, M100, Newton, and a couple of new calibers being worked on, but their catalog is vast and growing. My takeaway from this experience is that Soprod is a serious operation. The fact that nearly an entire movement, from screws to balance springs, is made in Switzerland or just over the border in France is quite remarkable, especially for movements that are competitively priced. But, more important to me, is the fact that they let me in to see. Transparency is a rare virtue in the Swiss watch industry, so it’s always refreshing.